Trommelmäher
Trommelmäher Rasenmäher
Rasenmäher Rasentraktoren
Rasentraktoren Motorsensen
Motorsensen Mulcher
Mulcher Mehrzweckträger
Mehrzweckträger Baukastensystem VARI
Baukastensystem VARI Hochdruckreiniger
Hochdruckreiniger Stromerzeuger
Stromerzeuger Wasserpumpen
Wasserpumpen Kehrbürsten
Kehrbürsten Holzsägen
Holzsägen Holzspalter
Holzspalter Erdbohrer
Erdbohrer Maschinen der PRO-Series
Maschinen der PRO-Series  VARI powered by EGO
VARI powered by EGO Werbeartikel
Werbeartikel Neuheiten
Neuheiten
Die adhäsiven Eigenschaften der Maschinen werden so angepasst, dass die Reifen das Maximum der Leistung der Maschine auf den Untergrund übertragen können. Zum Beispiel das Profil VARI FARM TRACK, das für die Einachsschlepper VARI benutzt wird, hat um ca. 8 % bessere Traktions- und Selbstreinigungseigenschaften im Vergleich mit den Serienreifen, die bisher benutzt wurden. Der Adhäsionsunterschied ist vor allem beim Pflügen messbar, da es die anspruchsvollste Tätigkeit für die Leistungsübertragung ist. Wir haben die Reifen in einer 100-Meter-Furche getestet: der Einachsschlepper VARI IV GLOBAL mit den neuen Reifen VARI FARM TRACK ist um 8 m mehr im Vergleich mit einer gleich eingestellten Maschine mit den ursprünglichen Serienreifen gefahren. Die bessere Profilform und hauptsächlich die Seitengriffelemente auf dem Reifen verbessern nachweisbar die Adhäsion, sparen Zeit und verbessern die Gebrauchseingenschaften der Maschine. Wir verwenden eigene Profile auch für andere Maschinen, wo wir uns auch bemühen, die Gebrauchseingenschaften zu verbessern. Auch bei den Mähern und Mulchern kommt es auf den Reifen auch sehr viel an.
Wie ein VARI-Reifen „gebacken“ wird.
Gummimischung
Schon die anfängliche Materialauswahl und deren Aufbereitung sind von großer Bedeutung. Bei der Reifenherstellung kommen mehr als 30 Arten von Natur- und Synthesekautschuk zum Einsatz, wobei jeder seine eigenen Besonderheiten hat. Die Komponenten der Mischung werden in riesigen Mischmaschinen vermischt, bis eine glatte und homogene Masse entsteht. Das Verhältnis der Mischungskomponenten bestimmt die Eigenschaften des Reifens hinsichtlich Elastizität, Haftung oder Widerstandsfähigkeit. Bei den Reifen für unsere Maschinen stehen Widerstandsfähigkeit und Lebensdauer im Vordergrund. Meist handelt es sich um Reifen der Geschwindigkeitsklasse A3 (bis 15 km/h), weshalb eine technisch einfachere Technologie zum Einsatz kommen kann als bei der Herstellung von Reifen für Personenkraftwagen. Die Grundprinzipien und Verfahren sind jedoch sehr ähnlich.
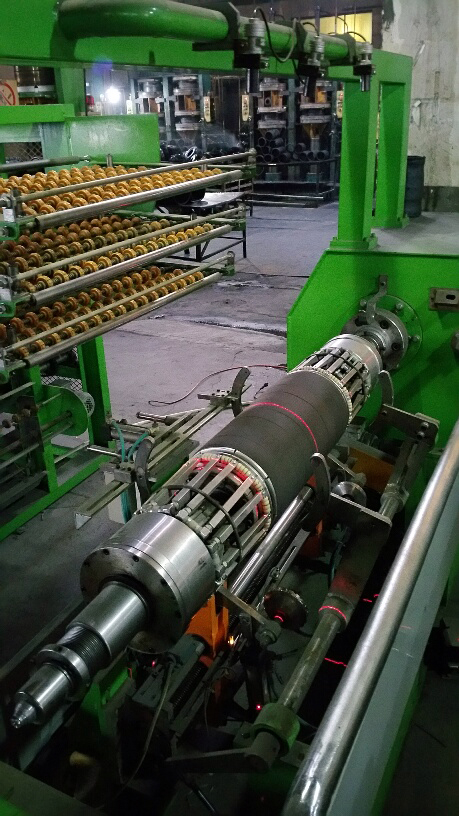
Zusammenbau des Reifenhalbzeugs
Die Montagephase findet auf einer rotierenden Trommel statt, auf die Schichten aus verschiedenen Materialien aufgebracht werden. Der gesamte Prozess wird kontinuierlich durch optische Sensoren überwacht, wobei vor allem eine konstante Zugkraft und Wickelgeschwindigkeit von großer Bedeutung sind.
Hier sind die wichtigsten Schritte:
- Aufbringen der Dichtungsschicht
Das erste Element, das auf die Trommel aufgebracht wird, ist eine luftdichte Schicht aus synthetischem Kautschuk.
- Aufbringen der Karkassenschicht
Es wird ein Gewebe aus gummierten Textilseilen hinzugefügt. Dieses Gewebe bildet eine strahlenförmige Verstärkung um den Reifen herum. Die Reifen VARI FARM TRACK haben eine Diagonalbauweise.
- Anbringen der Verstärkungsseile
Auf beiden Seiten des Reifens werden zwei Ringe aus Metallseilen angebracht. Dies sind die Verstärkungsseile. Sie halten den Reifen auf der Felge und gewährleisten seine Dichtheit. Anschließend wird die Karkassenschicht über die Verstärkungsseile gelegt, um deren Verankerung sicherzustellen.
- Formgebung des Reifens
Anschließend wird der Reifen durch Ausdehnen des mittleren Teils der Trommel in eine tonnenförmige Form gebracht.
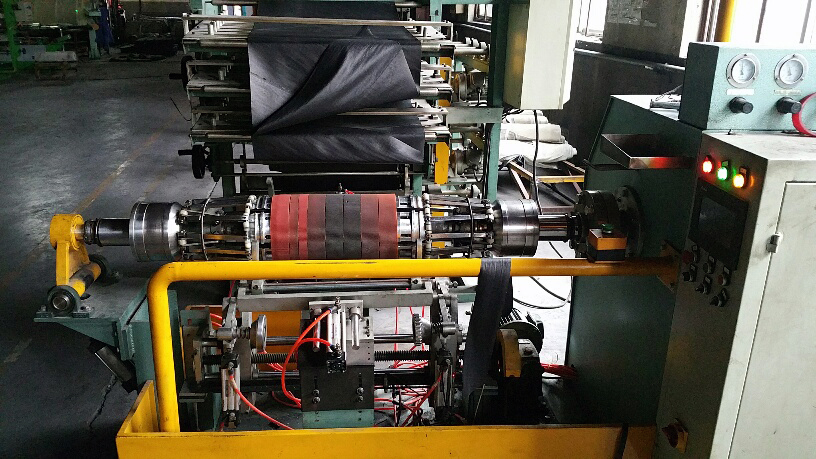
- Aufbringen der Lauffläche
Zuletzt wird die Lauffläche aufgebracht, also der Teil des Reifens, der mit der Fahrbahn in Kontakt kommt. Bei Reifen für kleine landwirtschaftliche Maschinen handelt es sich dabei immer um eine dickere Gummischicht, aus der anschließend das Reifenprofil geformt wird.
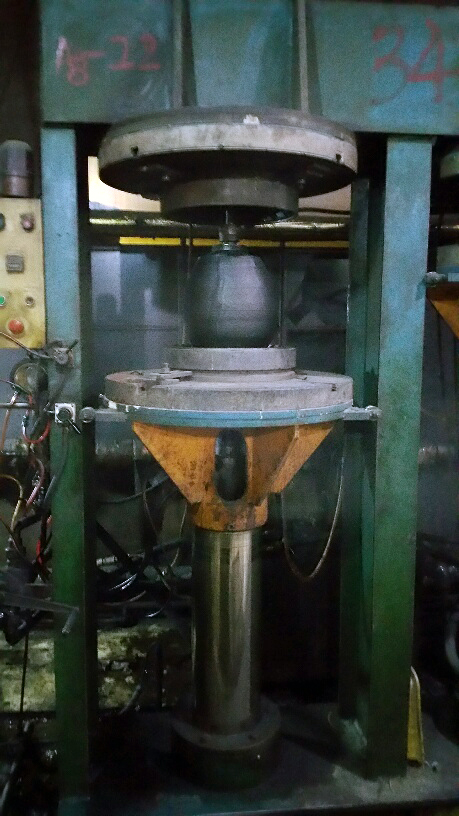
- Vulkanisation
Der rohe Reifenrohling wird in eine Vulkanisationsform eingelegt, deren Wände die Form des zukünftigen Profils haben. In der Form werden auch die Beschriftungen an den Reifenflanken geformt. In der Mitte der Form befindet sich eine mit heißem Wasser oder Dampf unter Druck gefüllte Membran, die das noch formbare Material gegen die Wände drückt. Durch eine Temperaturerhöhung auf bis zu 150 °C beginnt die eigentliche Vulkanisierung des Kautschuks. Der in der Gummimischung enthaltene Schwefel bildet Bindungen zwischen den Polymerketten. Diese verändern ihre Struktur von einem plastischen in einen elastischen Zustand. Die Vulkanisierung in der Form dauert 4 bis 7 Minuten, je nach Reifentyp und verwendeter Mischung.
Endbearbeitung
Nach dem Entnehmen des Reifens aus der Form folgt das Abkühlen und die Sichtprüfung des Reifens. Jeder Reifen wird mit einem Schlauch ausgestattet und in eine Transportbox gelegt. Der fertige Reifen gelangt direkt zu uns in die Produktionsstätte, wo er auf einer Montagemaschine auf die Felge aufgezogen wird.
Die Räder der Maschinen VARI sind nicht nur die Reifen.
Felgen
Die Felgen werden aus zwei Stalscheiben zusammengeschweißt. Bei den Felgen gibt es entweder einen Flanschtyp (diese werden direkt an einen Radmitnehmer oder eine Bremstrommel montiert) oder einen Typ mit Nabe mit einer Öffnung für die Treibachse der Maschine. Die Felgen wurden direkt für unsere Maschinen konstruiert, nach dem Gewicht und der Fahrgeschwindigkeit der Maschinen. Die Reifen mit den Durchmessern von 6", 8" und 12" und mit verschiedenen Scheibentiefen produzieren wir in unseren eigenen Formen.
Profilnamen
Bei den Maschinen VARI können Sie folgende Reifen treffen: VARI FARM TRACK auf der Antriebsachse der Einachsschlepper VARI IV GLOBAL, das Profil VARI ROAD TRACK wird bei den Anhängern benutzt und das Profil VARI GRASS TRACK bei den Trommelmähern und Mulchern.
Quelle: VARI und Hersteller, Fotodokumentation VARI