Bubnové sekačky
Bubnové sekačky Travní sekačky
Travní sekačky Travní traktory
Travní traktory Křovinořezy
Křovinořezy Mulčovače, vyžínače
Mulčovače, vyžínače Multifunkční nosiče
Multifunkční nosiče Stavebnicový systém VARI
Stavebnicový systém VARI Tlakové myčky
Tlakové myčky Elektrocentrály
Elektrocentrály Čerpadla na vodu
Čerpadla na vodu Zametací kartáče
Zametací kartáče Odstraňovače plevele
Odstraňovače plevele Pily na dřevo
Pily na dřevo Štípače dřeva
Štípače dřeva Půdní vrtáky
Půdní vrtáky Řada strojů PRO - ADL
Řada strojů PRO - ADL VARI powered by EGO
VARI powered by EGO Reklamní předměty
Reklamní předměty Náhradní díly
Náhradní díly Bazar, výprodej
Bazar, výprodej AKU zahradní technika EGO
AKU zahradní technika EGO Elektrické vozíky a skútry SELVO
Elektrické vozíky a skútry SELVO Akce, slevy
Akce, slevy Novinky
Novinky
Používané lakovací pistole obou linek a nanášecí kabina práškové barvy jsou od firmy WAGNER vč. příslušenství. Ostatní celá lakovací technologie - dopravníky, předúprava, oplachové boxy, sušící pece a vytvrzovací pec jsou projektovány firmou TECA. Ve firmě používáme lakovací práškovou nanášecí technologii TRIBO.
 TRIBO (lakování s elektrostatickým nabíjením)
TRIBO (lakování s elektrostatickým nabíjením)
Účinnost tribo-statického nabíjení částeček prášku závisí na proudění prášku ve stříkací pistoli. Optimálního výkonu lze zpravidla dosáhnout regulací průtoku vzduchu pistolí a poměru prášek / vzduch.
Principem práškového lakování je nanesení práškového plastu na kovový díl, jenž se poté roztaví v peci a spojením vytvoří souvislý povlak. K roztavení dochází při teplotách okolo 180-200 °C a čase okolo 15- 20 min.
 Prášek obsahuje pryskyřice, pigment, případně tvrdidla, aditiva a další. Vytváří tak suchou práškovou konzistenci. Aby se dosáhlo lepší antikorozní ochrany, jsou povlaky kombinovány s anorganickými nekovovými povlaky, např. fosfátování. Fosfátování současně zvyšuje přilnavost povlaku ke kovovému podkladu.
Prášek obsahuje pryskyřice, pigment, případně tvrdidla, aditiva a další. Vytváří tak suchou práškovou konzistenci. Aby se dosáhlo lepší antikorozní ochrany, jsou povlaky kombinovány s anorganickými nekovovými povlaky, např. fosfátování. Fosfátování současně zvyšuje přilnavost povlaku ke kovovému podkladu.
Prášek se aplikuje na díly pomocí stlačeného vzduchu, který po smísení s tímto práškem vytváří tzv. "tekutou směs". Aby se prášek na díly uchytil a nespadl z dílů do doby, než dojde k vytvrzení v peci, je mu dodána elektrostatická energie = je nabíjen. Elektrostatická energie využívá fyzikálního jevu, že se opačně nabité částice přitahují. To způsobuje přitahování práškových částic ke stříkanému dílu a následné jeho ulpění na povrchu dílu.
Součástí technologie je také box předúpravy povrchů dílů odmašťováním vysokotlakým postřikem se současným fosfátováním s následným oplachem DEMI vodou.
Předúprava dílů (součást lakovacího procesu):
Pro zajištění správné přilnavosti vytvrzené práškové barvy je třeba povrch řádně očistit, odmastit, zbavit rzi, event. jiných nečistot, které mohou zabránit přilnavosti nástřiku. Odmaštění povrchu je nezbytné. Železitý fosfát nebo zinečnatý fosfát aplikovaný na ocelový podklad pak zajišťuje dílu vyšší korozní odolnost.
Sled činností na práškové lakovací lince
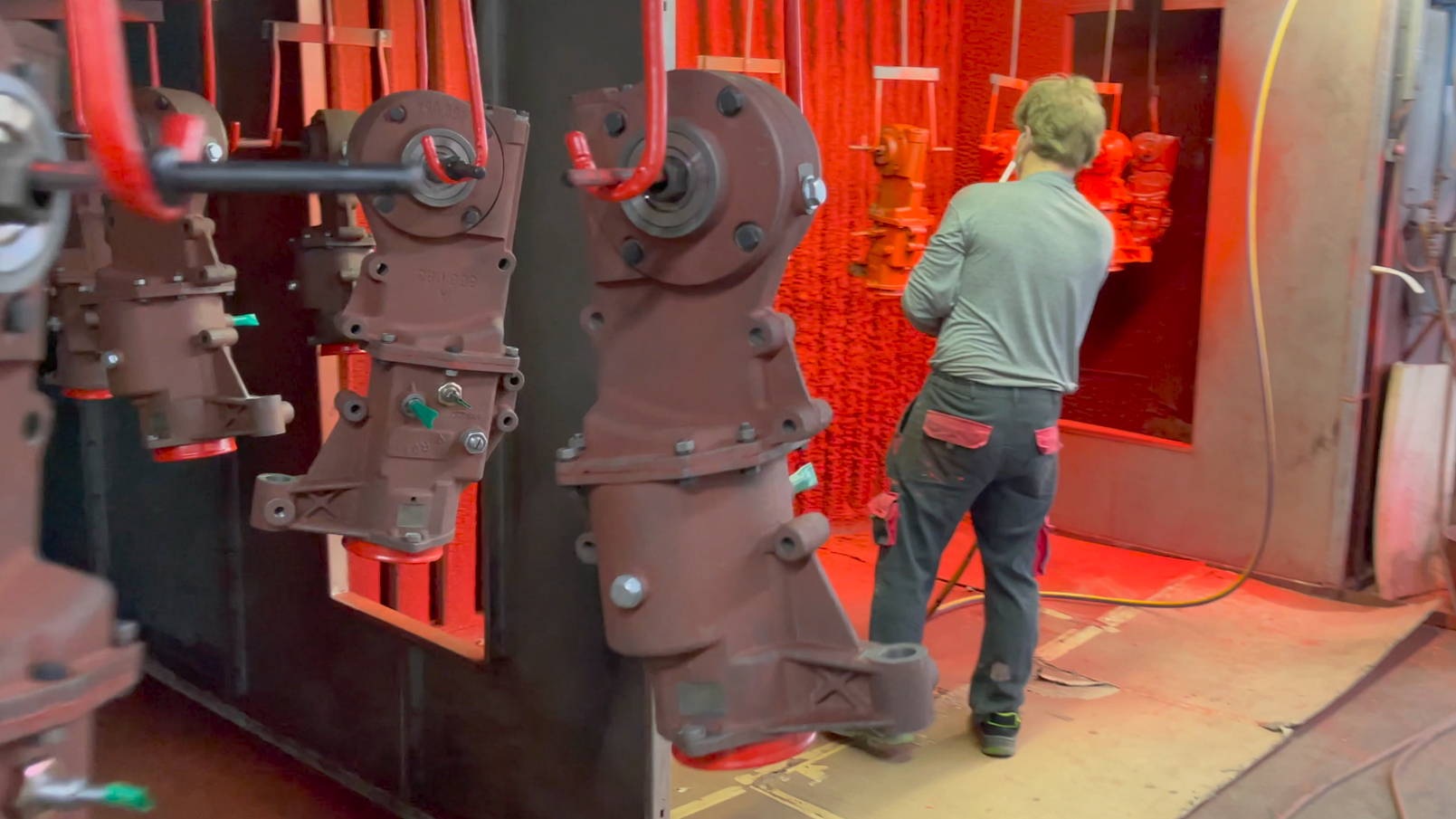
Nejprve fyzické navěšování dílů na dopravník, pak prochází všechny díly tlakovou oplachovou odmašťovací sekcí linky při 60°C (automaticky bez prodlevy) - kontrola kvality oplachových lázní se provádí denně - s následným osušením dílů v sušičce při 95 až 100°C, dále pak vstupují do lakovací kabiny, kde se fyzicky nanáší prášková barva na díly, následuje vstup do vytvrzovací pece, kde je teplota 185 až 195°C (čas vytvrzování cca 20 min.) a pomocí dopravníku v celé délce linky díly putují za postupného chladnutí ke svěšování.
Sled činností na vodové lince je shodný jen s rozdílem teploty v sušičce laku, tj. 55 až 60°C.
Vodová linka nemá vytvrzovací pec ale sušičku laku.
a) Linka práškové barvy
Linku obsluhuje 5 pracovníků. Na začátku linky první pracovník navěšuje díly pomocí háčků, rámů a přípravků na dopravník způsobem popsaným v technologickém postupu. Zde je nutné organizovat navěšování dílů tak, aby se střídaly díly, které je třeba chránit s díly, jež se nechrání, aby druhý pracovník měl dostatek času na kvalitní práci. Před navěšením dílu musí být háčky očištěny, aby bylo zajištěno správné uzemnění dílu pro bezproblémové nanášení prášku a zamezení výbojů statické elektřiny.
Druhý pracovník provádí předepsané krytí částí dílů. Místa určená k ochraně proti nástřiku, druhy krytí a chránění jsou uvedeny v technologickém postupu. Dále pak vyfoukává přebytečnou vodu z dílů.
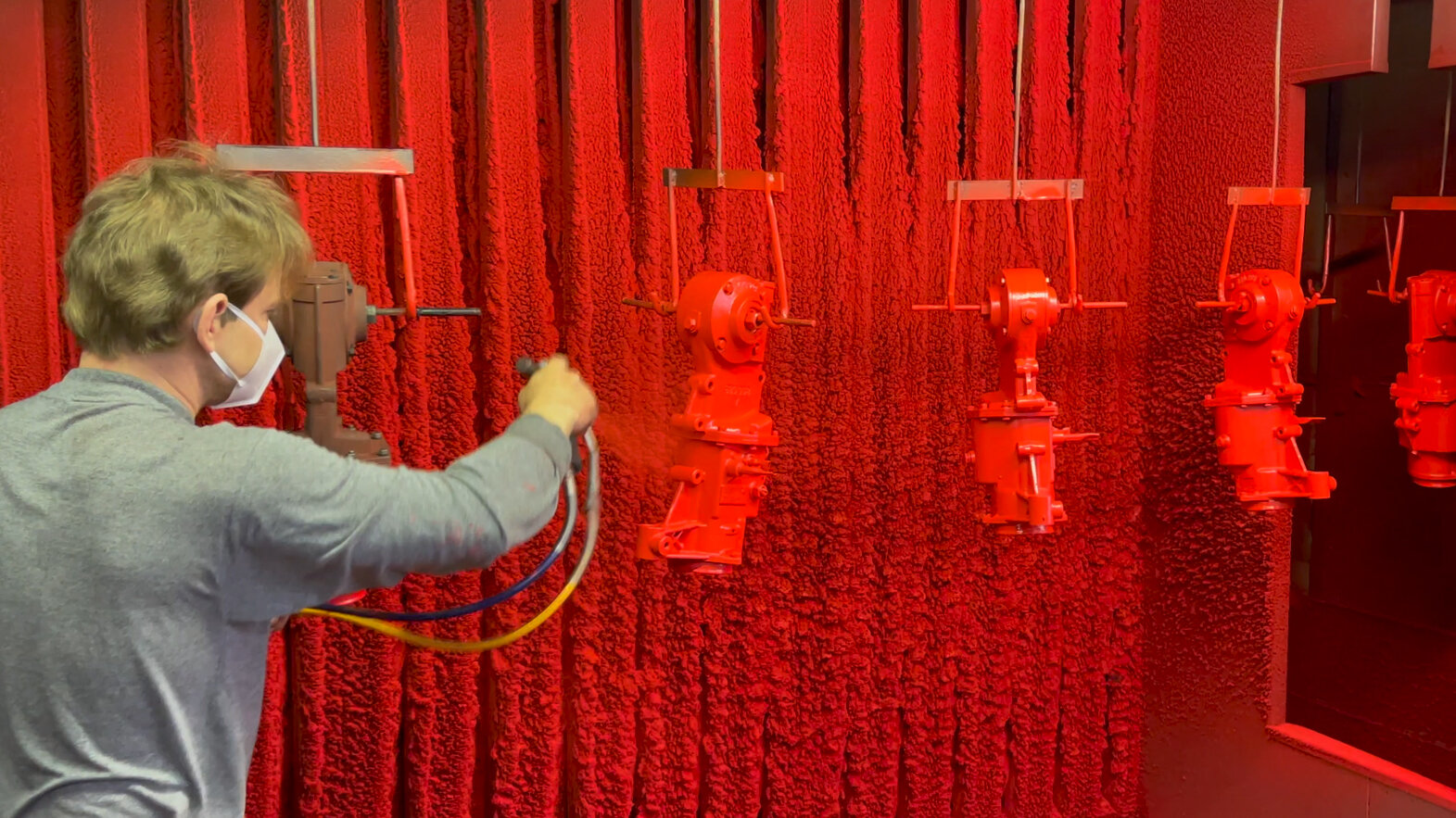
Třetí a čtvrtý pracovník v lakovací kabině proti sobě (přesazeně) nanášejí práškovou barvu na lakované díly.
Pátý pracovník svěšuje a eviduje formou zápisu do knihy nalakované díly, prokládá a odkládá je do palet a beden k odvozu na montáž nebo do meziskladu. Dále tento pracovník zajišťuje dopravu sejmutých háků a přípravků na začátek linky pro opětovné navěšování.
K lakování jsou používány termosetové práškové barvy na bázi TGIC free polyesteru, určené pro venkovní použití. Vyznačují se vysokou dekorativní úrovní a dlouhou trvanlivostí v kombinaci s celkovou stálostí. Mají vynikající UV odolnost a odolnost proti žloutnutí.
Jsou navrženy speciálně pro použití v architektuře, kde je kladen důraz na dlouhodobé zachování barvy a lesku.
b) Linka vodou ředitelné barvy
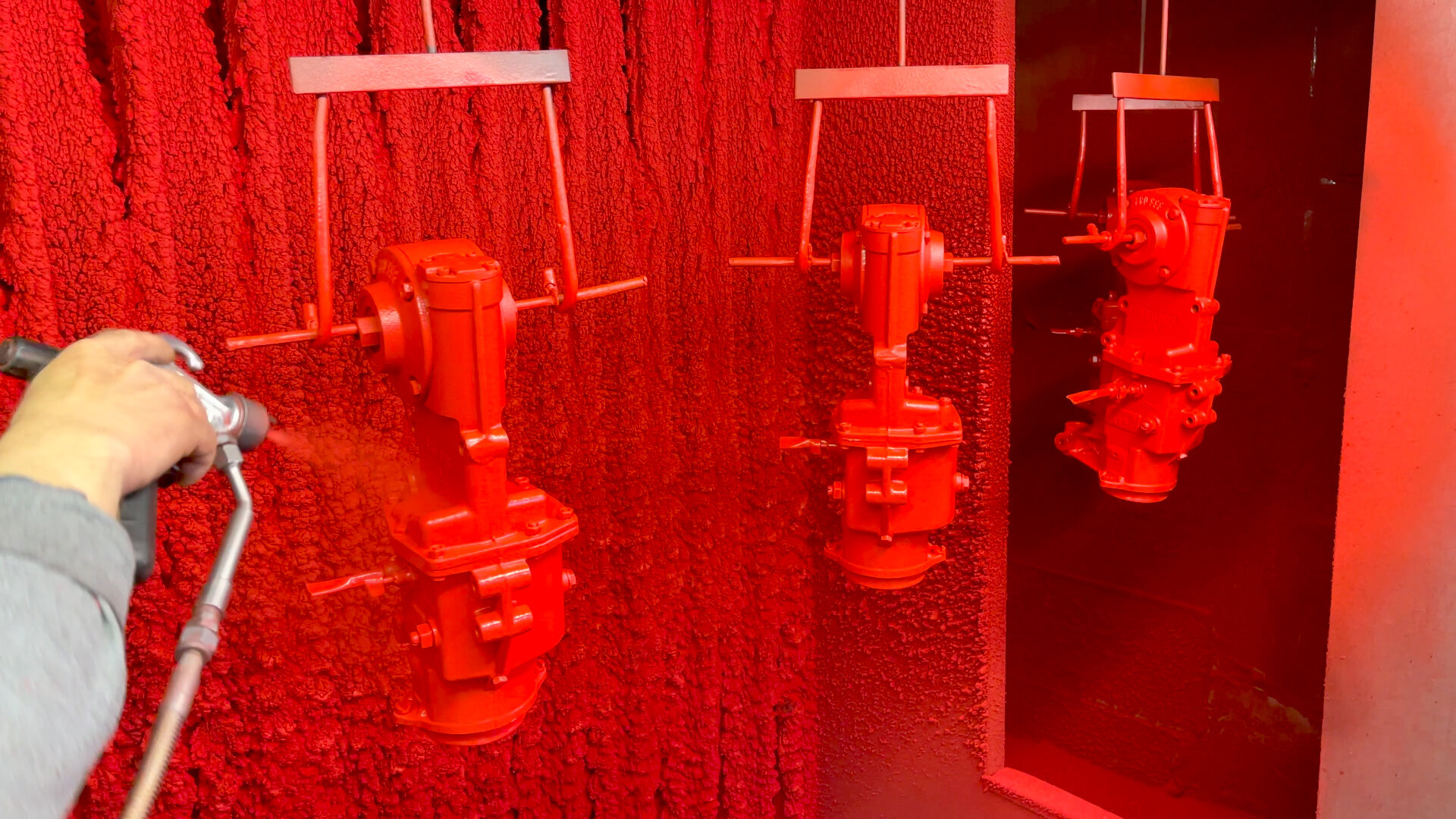
Linku obsluhuje 1 až 3 pracovníci podle vytížení výroby. V současné době linku obsluhuje 1 pracovník, který plynule přechází mezi jednotlivými pracovišti. Na prvním pracovišti probíhá navěšování dílů na háky a na druhém pracovišti (před lakovací kabinou) se provádí ofukování zbytkové vody a krytí předepsaných částí dílů dle technologického postupu. V lakovací kabině se nanáší na točící se díly na dopravníku vodou ředitelná barva. Na třetím pracovišti na konci linky se sundává krytí částí dílů a díly se po vysušení barvy svěšují a rovnají na paletu, případně na montážní stůl, kde se provádí kompletace a výrobky se balí a pokládají na paletu. Jiný typ dílů se posílá zavěšený na dopravníku na výchozí první pracoviště, kde se svěšuje a pokládá do předem připravených beden s proklady.
K lakování jsou používány jednosložkové vodou ředitelné jednovrstvé barvy na bázi styrenakrylátové disperze.